Использование Eddy
- Перед использованием убедитесь, что ваш принтер не имеет утечки тока
- Если ранее были настройки
eddy,Probe,BL-Touch, удалите их - При установке Eddy катушка должна находиться над соплом, на расстоянии
2мм-3ммот него - Во время тестирования не включайте нагревательный стол
- Машины с несколькими осями Z требуют ручной калибровки
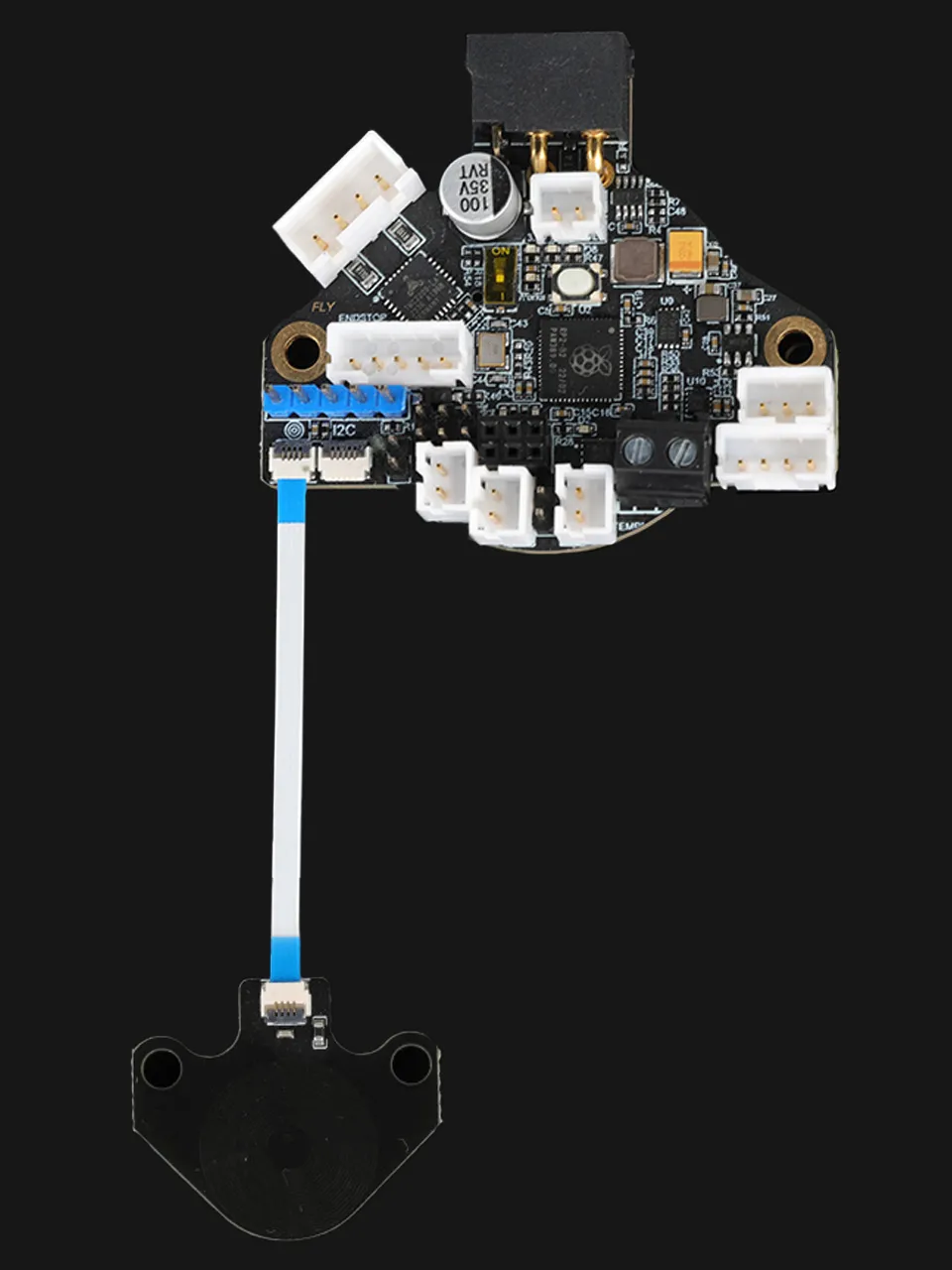
Схема подключения
- Установите логотип в направлении нагревательного стола
Пример конфигурации
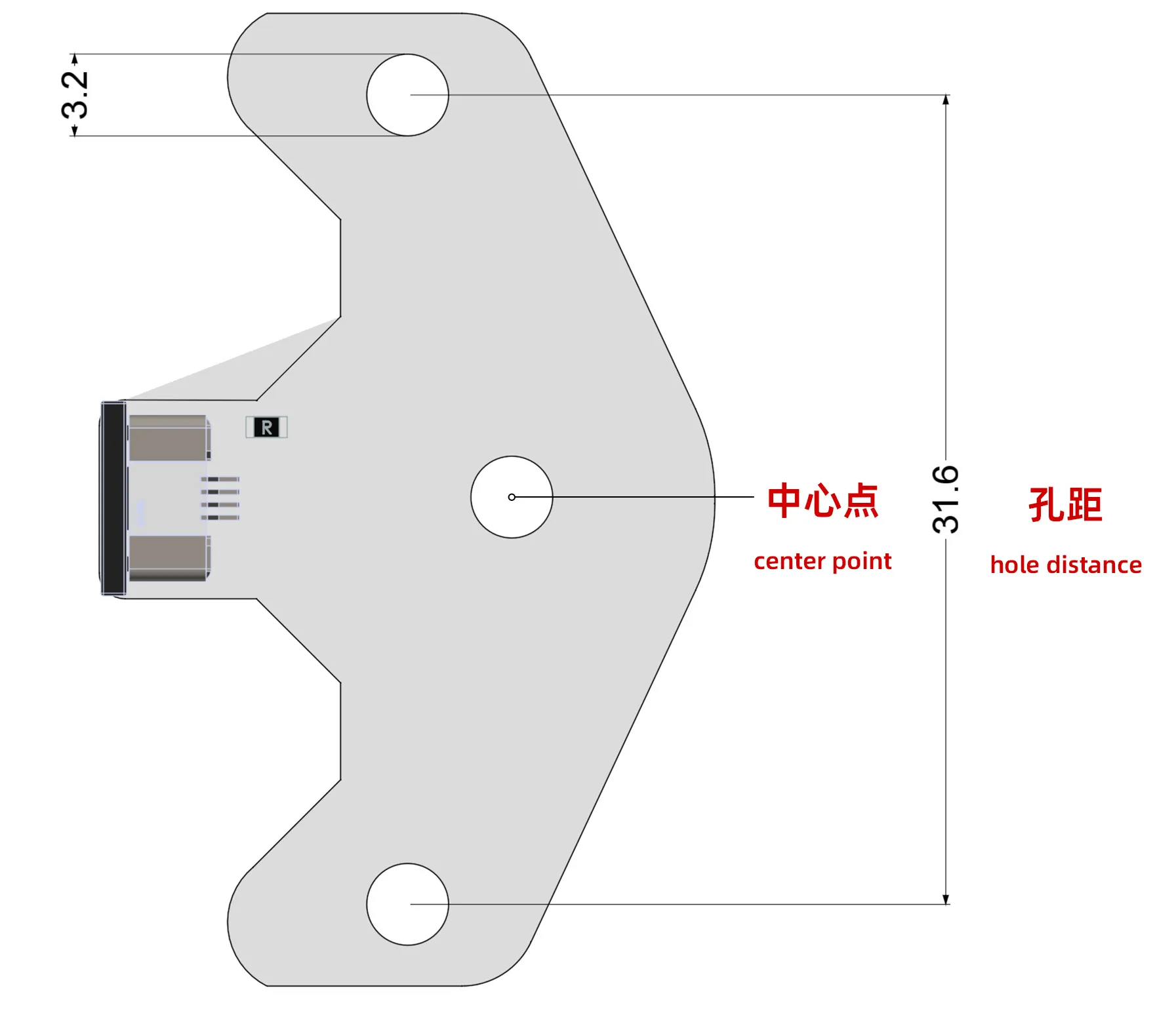
- Значения смещения
XYнеобходимо рассчитать исходя из модуля сканирования стола и самого сопла, затем изменить значения смещения ниже. - Значение смещения по
Zдолжно обеспечивать физическую разницу в высоте между катушкой датчика и кончиком сопла в рекомендуемом диапазоне2~3мм.
[stepper_z]
endstop_pin: probe:z_virtual_endstop
# position_endstop: -0.5
[probe_eddy_current fly_eddy_probe]
sensor_type: ldc1612
i2c_address: 43
i2c_mcu: SHT36
i2c_bus: i2c1e
x_offset: 0 # Укажите смещение по оси X
y_offset: 21.42 # Укажите смещение по оси Y
z_offset: 2 # Укажите смещение по оси Z
i2c_speed: 4000000
[temperature_probe fly_eddy_probe]
sensor_type: Generic 3950
sensor_pin:SHT36:gpio28
horizontal_move_z: 2
Ссылка для загрузки модели катушки
- Нажмите на ссылку ниже для загрузки
-
Loading...
Вычисление смещения по осям X и Y
- После загрузки модели вычислите смещение по осям X и Y в соответствии с реальными параметрами принтера
- После измерения измените значения
x_offsetиy_offsetв конфигурации
Калибровка Eddy
Важно
- Убедитесь, что конфигурация не содержит настроек
Probe,BL-Touchи других связанных компонентов - Для принтеров с несколькими осями Z необходимо вручную выполнить один раз выравнивание
- Перед калибровкой проверьте, что на нагревательной платформе нет посторонних предметов, сопло чистое
Добавление конфигурации
⚠️ Важное уведомление:
- Нижеуказанная конфигурация является временной, после использования необходимо удалить или закомментировать
- После добавления нажмите
Save & Restart, чтобы сохранить и перезагрузить - Конфигурацию необходимо добавить в самое начало файла
printer.cfg, ни в коем случае не в конец
[force_move]
enable_force_move: true
[gcode_macro _LDC_CALIBRATE_DRIVE_CURRENT]
gcode:
BED_MESH_CLEAR
SET_KINEMATIC_POSITION x=100 y=100 z=10
G28 X Y
M104 S0
M140 S0
M106 S0
G0 X{printer.toolhead.axis_maximum.x / 2} Y{printer.toolhead.axis_maximum.y / 2} F6000
G0 Z30 F600
G4 P1000
LDC_CALIBRATE_DRIVE_CURRENT CHIP=fly_eddy_probe
G4 P1000
SAVE_CONFIG
[gcode_macro PROBE_EDDY_CURRENT_CALIBRATE_AUTO]
gcode:
BED_MESH_CLEAR
G28 X Y
M104 S0
M140 S0
M106 S0
G90 # Abs positioning
G1 X{ printer.toolhead.axis_maximum.x/2 } Y{ printer.toolhead.axis_maximum.y/2 } F6000
{% if 'z' not in printer.toolhead.homed_axes %}
SET_KINEMATIC_POSITION Z={ printer.toolhead.axis_maximum.z-1 } # Allows the user to work it down until it touches.
{% endif %}
PROBE_EDDY_CURRENT_CALIBRATE {rawparams}
[gcode_macro TEMP_COMPENSATION]
description: Процесс калибровки температурной компенсации
gcode:
{% set bed_temp = params.BED_TEMP|default(90)|int %}
{% set nozzle_temp = params.NOZZLE_TEMP|default(250)|int %}
{% set temperature_range_value = params.TEMPERATURE_RANGE_VALUE|default(3)|int %}
{% set desired_temperature = params.DESIRED_TEMPERATURE|default(80)|int %}
{% set Temperature_Timeout_Duration = params.TEMPERATURE_TIMEOUT_DURATION|default(6500000000)|int %}
# Проверка безопасности: убедитесь, что все оси не заблокированы
{% if printer.pause_resume.is_paused %}
{ action_raise_error("Ошибка: принтер приостановлен, сначала возобновите работу") }
{% endif %}
# Шаг первый: парковка всех осей
STATUS_MESSAGE="Парковка всех осей..."
G28
STATUS_MESSAGE="Парковка завершена"
# Шаг второй: автоматическое выравнивание
#Z_TILT_ADJUST
#quad_gantry_level
# Шаг третий: безопасный подъем по оси Z
STATUS_MESSAGE="Подъем по оси Z..."
G90
G0 Z5 F2000 # Подъем на малой скорости для предотвращения столкновения
# Шаг четвертый: установка таймаута и калибровка температуры
SET_IDLE_TIMEOUT TIMEOUT={Temperature_Timeout_Duration}
STATUS_MESSAGE="Начало калибровки температурного зонда..."
TEMPERATURE_PROBE_CALIBRATE PROBE=fly_eddy_probe TARGET={desired_temperature} STEP={temperature_range_value}
# Шаг пятый: установка рабочей температуры (может быть изменен в соответствии с реальными условиями)
STATUS_MESSAGE="Установка рабочей температуры..."
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={bed_temp}
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={nozzle_temp}
# Сообщение о завершении
STATUS_MESSAGE="Процесс температурной компенсации завершен!"
# description: G-Code macro
Калибровка тока привода
- В консоли веб-интерфейса введите следующую команду
_LDC_CALIBRATE_DRIVE_CURRENT - Принтер переместится в центральную позицию, а затем головка отъедет от нагревательной платформы
- Затем автоматически начнется калибровка тока привода, после завершения которой данные будут автоматически сохранены
- В конце произойдет перезагрузка Klipper
Калибровка высоты
- Для принтеров с несколькими осями Z необходимо вручную выполнить один раз выравнивание, а затем калибровку высоты
- После завершения калибровки высоты для принтеров с несколькими осями Z рекомендуется выполнить повторное выравнивание и повторную калибровку высоты
- Перед калибровкой проверьте, что на нагревательной платформе нет посторонних предметов, сопло чистое
-
В консоли веб-интерфейса введите следующую команду
PROBE_EDDY_CURRENT_CALIBRATE_AUTO CHIP=fly_eddy_probe -
Принтер переместится в центральную позицию и откроется диалоговое окно
-
После выполнения команды значение высоты Z, отображаемое в
Klipper, не имеет значения, вам нужно просто отрегулировать высоту сопла до нужного уровня -
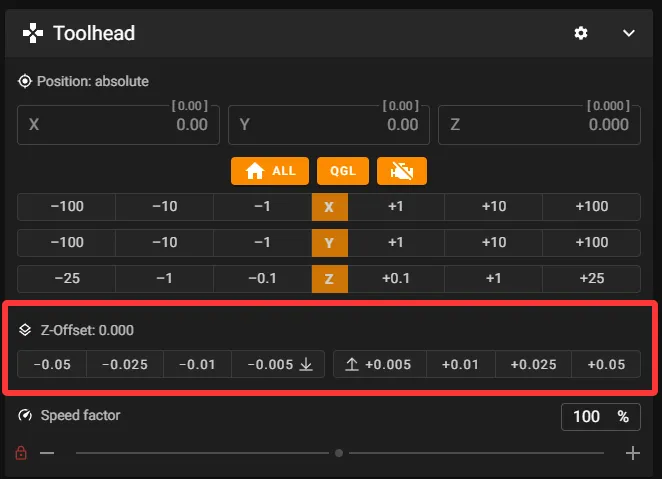
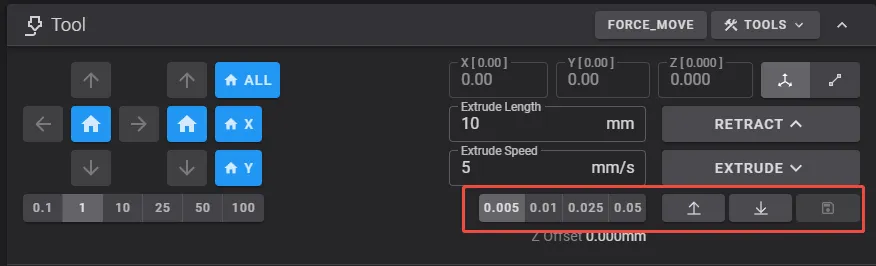
Следуйте указаниям интерфейса
Klipper UI, постепенно опуская сопло, пока оно не коснется бумаги, положенной на платформу. Убедитесь, что бумага может свободно двигаться при небольшом давлении, одновременно ощущая легкое трение -
Обратите внимание, чтобы избежать чрезмерного давления или повреждения платформы соплом
-
После завершения нажмите кнопку
ACCEPTв диалоговом окне, система начнет калибровку высоты Eddy -
После завершения калибровки нажмите кнопку
SAVE_CONFIG & Restartв правом верхнем углу веб-интерфейса, это сохранит конфигурацию и перезагрузит Klipper
Температурная компенсация
- Во время выполнения температурной компенсации Eddy нагревательная платформа может достигать очень высоких температур, будьте осторожны, чтобы не обжечься
- Перед началом температурной компенсации не включайте нагрев нагревательной платформы и сопла
- Во время выполнения операции запрещено прикасаться к поверхности нагревательной платформы
- Рекомендуется использовать защитные перчатки
- Нажмите на макрос
TEMP_COMPENSATION, откроется диалоговое окно - В диалоговом окне можно установить температуру нагревательной платформы, температуру сопла, диапазон температур и целевую температуру
- Нажмите кнопку
START, система начнет калибровку температурной компенсации - Во время калибровки система автоматически будет регулировать температуру нагревательной платформы и сопла и будет подсказывать выполнять ручную калибровку смещения по оси Z каждые 3℃

- После выполнения этой операции в интерфейсе отобразится окно регулировки оси Z. Используйте упомянутый выше метод ручной калибровки смещения по оси Z (бумажный тест), поместите лист бумаги между соплом и платформой, затем подтвердите значение.

- После принятия значения автоматически установится температура нагревательной платформы 80℃, температура сопла 250℃.
- Если вы работаете в помещении с кондиционером или открытым окном, для обеспечения повышения температуры Eddy рекомендуется выключить кондиционер или закрыть окно, так как ветер может повлиять на нагрев.
- По мере повышения температуры Eddy система автоматически будет подсказывать выполнять ручную калибровку смещения по оси Z каждые 3℃. Температура нагревательной платформы очень высока, будьте осторожны, чтобы не обжечься!!!
- Повторяйте ручную калибровку смещения по оси Z (бумажный тест), пока калибровка не будет завершена. Если вы обнаружите, что температура Eddy больше не повышается, вы можете заранее завершить калибровку с помощью следующих команд.
- Время дрейфовой калибровки дополнительные команды G-Code, доступные: TEMPERATURE_PROBE_NEXT
TEMPERATURE_PROBE_NEXTИспользуется для принудительного сбора новых данных Eddy до достижения установленной цели80℃.TEMPERATURE_PROBE_COMPLETEИспользуется для завершения калибровки, если Eddy не может достичь установленной температуры80℃.ABORTИспользуется для прерывания калибровки и отмены результатов.- После завершения калибровки используйте команду
SAVE_CONFIGдля сохранения настроек температурного смещения! - В целом, по сравнению с большинством других процедур, вышеописанный процесс калибровки является более сложным и трудоемким. Может потребоваться несколько попыток, чтобы добиться отличного качества первого слоя печати в широком диапазоне температур!
Оптимизация использования
Быстрое сканирование стола
- Следующий макрос поднимет сопло до высоты
10 ммперед выполнением выравнивания, затем выполнит быстрое сканирование стола, после чего сопло поднимется до высоты2 ммдля точного выравнивания.
- Z_TILT_ADJUST
- QUAD_GANTRY_LEVEL
[gcode_macro Z_TILT_ADJUST]
rename_existing: _Z_TILT_ADJUST
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== Сохранение состояния ==========
SAVE_GCODE_STATE NAME=STATE_Z_TILT
# ========== Подготовка окружения ==========
BED_MESH_CLEAR # Очистка существующих данных сетки стола
# ========== Основной процесс выравнивания ==========
{% if not printer.z_tilt.applied %}
# Предварительная грубая настройка
_Z_TILT_ADJUST horizontal_move_z=10 retry_tolerance=1
{% endif %}
# Финальное точное выравнивание
_Z_TILT_ADJUST horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # Использование стандартных G-код команд вместо HORIZONTAL_MOVE_Z
# ========== Последующая обработка ==========
G90 # Принудительный переход в абсолютный режим координат
G0 Z10 F6000 # Подъем оси Z на безопасную высоту
M117 Z_tilt Completed # Отображение статуса завершения
#G28 # Возврат к начальной позиции
# ========== Восстановление состояния ==========
RESTORE_GCODE_STATE NAME=STATE_Z_TILT
M400
[gcode_macro QUAD_GANTRY_LEVEL]
rename_existing: _QUAD_GANTRY_LEVEL
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
# ========== Сохранение состояния ==========
SAVE_GCODE_STATE NAME=STATE_QGL
# ========== Подготовка окружения ==========
BED_MESH_CLEAR # Очистка существующих данных сетки стола
# ========== Основной процесс выравнивания ==========
{% if not printer.quad_gantry_level.applied %}
# Предварительная грубая настройка
_QUAD_GANTRY_LEVEL horizontal_move_z=10 retry_tolerance=1
{% endif %}
# Финальное точное выравнивание
_QUAD_GANTRY_LEVEL horizontal_move_z={PROBE_Z_OFFSET} retry_tolerance=0.075 retries=20 METHOD=rapid_scan ADAPTIVE=1
G0 Z10 F6000 # Использование стандартных G-код команд вместо HORIZONTAL_MOVE_Z
# ========== Последующая обработка ==========
G90 # Принудительный переход в абсолютный режим координат
G0 Z10 F6000 # Подъем оси Z на безопасную высоту
M117 QGL Completed # Отображение статуса завершения
#G28 # Возврат к начальной позиции
# ========== Восстановление состояния ==========
RESTORE_GCODE_STATE NAME=STATE_QGL
M400
Горячий стол
- Следующий макрос ускорит процесс создания сетки горячего стола.
- Эта настройка уменьшит влияние нагрева стола на сканирование.
- Эта настройка уменьшит влияние мощного нагревательного стола на работу датчика EDDY.
- Во время создания сетки горячий стол будет выключен, а после завершения нагреется до исходной температуры.
[gcode_macro BED_MESH_CALIBRATE]
rename_existing: _BED_MESH_CALIBRATE
gcode:
{% set PROBE_Z_OFFSET = printer.configfile.settings['probe_eddy_current fly_eddy_probe'].z_offset|float %}
{% set TARGET_TEMP = printer.heater_bed.target %}
M140 S0
_BED_MESH_CALIBRATE horizontal_move_z={PROBE_Z_OFFSET} METHOD=rapid_scan {rawparams}
M140 S{TARGET_TEMP}
Использование функции смещения по оси Z с датчиком EDDY
Скачать оптимизированные конфигурации EDDY
- Нажмите на ссылку ниже, чтобы скачать
- Обратите внимание, что должно быть два файла:
eddy.cfgиvariables.cfg, их нужно добавить в ту же директорию, что иprinter.cfg -
Loading...
Добавление конфигурации eddy.cfg
- Если вы хотите использовать Eddy одновременно как датчик автоматического выравнивания и концевой выключатель по оси
Z, а также хотите использовать функцию смещения по осиZ - Добавьте следующую конфигурацию в самое начало файла
printer.cfg
[include eddy.cfg]
Изменение пути
- Откройте файл
eddy.cfgи найдите раздел[save_variables] - Измените значение параметра
filenameна путь, соответствующий вашей системе
- Ниже приведены примеры
- Путь к файлу
variables.cfg, который вы должны изменить в соответствии с вашей системой
|
|
Объяснение смещения по оси Z
- Для калибровки смещения по оси Z сначала напечатайте модель большого размера, достаточно напечатать всего один слой
|
|
- После завершения калибровки нажмите «Сохранить». Обратите внимание, что подтверждение сохранения будет отображаться только в консоли !!!!!!
- После сохранения перезагружать
klipperне требуется!
- Для получения идеального первого слоя рекомендуется выполнить калибровку несколько раз